





















Tüm ürünler
-
Dikişsiz Çelik Boru
-
hassas çelik boru
-
hidrolik çelik boru
-
Paslanmaz Sac
-
Çelik kaynaklı boru
-
Galvanizli çelik boru
-
Dikdörtgen Çelik Boru
-
Paslanmaz Çelik Yuvarlak Boru
-
Bakır boru
-
Alüminyum Boru
-
karbon çelik levha
-
Renkli kaplı çelik plaka
-
Alüminyum alaşımlı levha
-
Bakır levha şeridi
-
Paslanmaz Çelik Yuvarlak Çubuklar
-
Metal Boru Ek Parçaları
108×30 146×20 Çelik boru yuvarlak Hidrolik Hızlı boru 20# CE











| Menşe yeri | Çin |
|---|---|
| Marka adı | Zhengshen |
| Sertifika | ISO, GOST,CE |
| Belge | Ürün Broşürü PDF |
| Min sipariş miktarı | 1 ton |
| Fiyat | USD700-900/Ton |
| Ambalaj bilgileri | paket |
| Teslim süresi | 5-15 Gün |
| Ödeme koşulları | T/T, LC |
Ürün ayrıntıları
| Vurgulamak | 108x30 çelik tüp yuvarlak,146×20 çelik tüpler yuvarlak,Hidrolik işlenmiş boru 20# CE |
||
|---|---|---|---|
Ürün Açıklaması
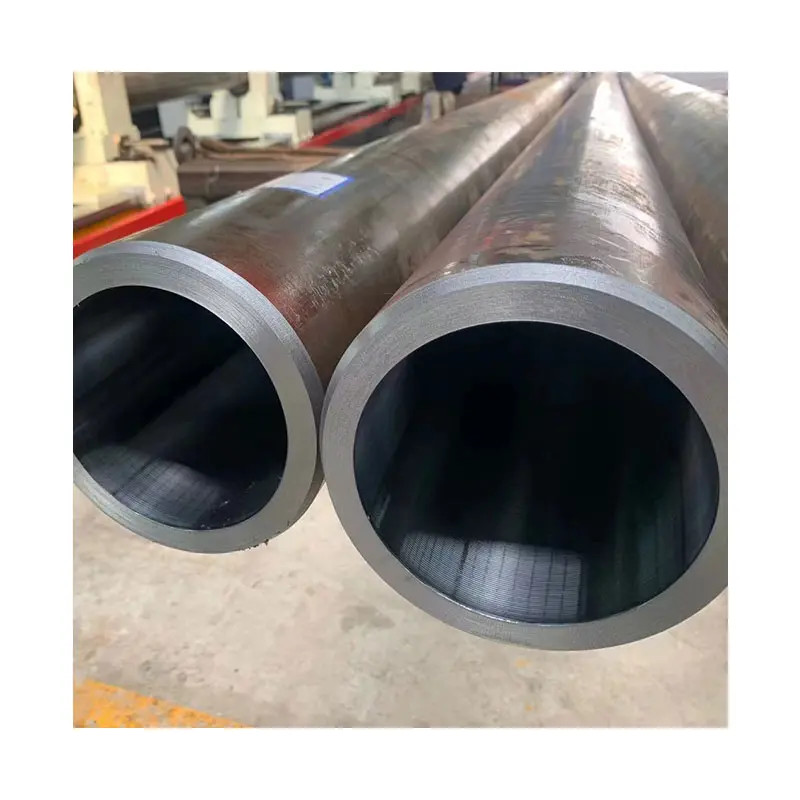
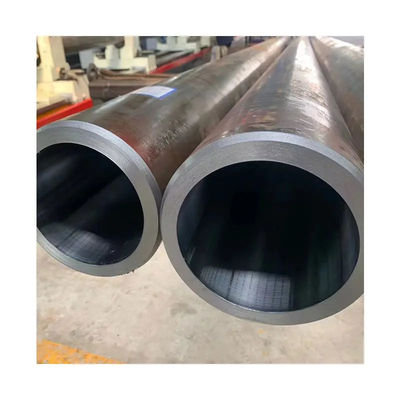
108×30,146×20,194×18 ST52,20# Hızlı boru Hidrolik çelik boru
Hidrolik çelik boru
Özellik:
- Malzeme aralığı: 20# çelik;
- Standart: GB3639-83;
- Boyut: 108×30,146×20,194×18 ve benzeri;
- Yerel ve uluslararası standartlara uygun olarak üretilen ürünler;
- Garanti edilen ağırlık ve miktar;
- Zamanında teslimat.
- Toplu Fiyatlar 550 USD/Tondan başlıyor.
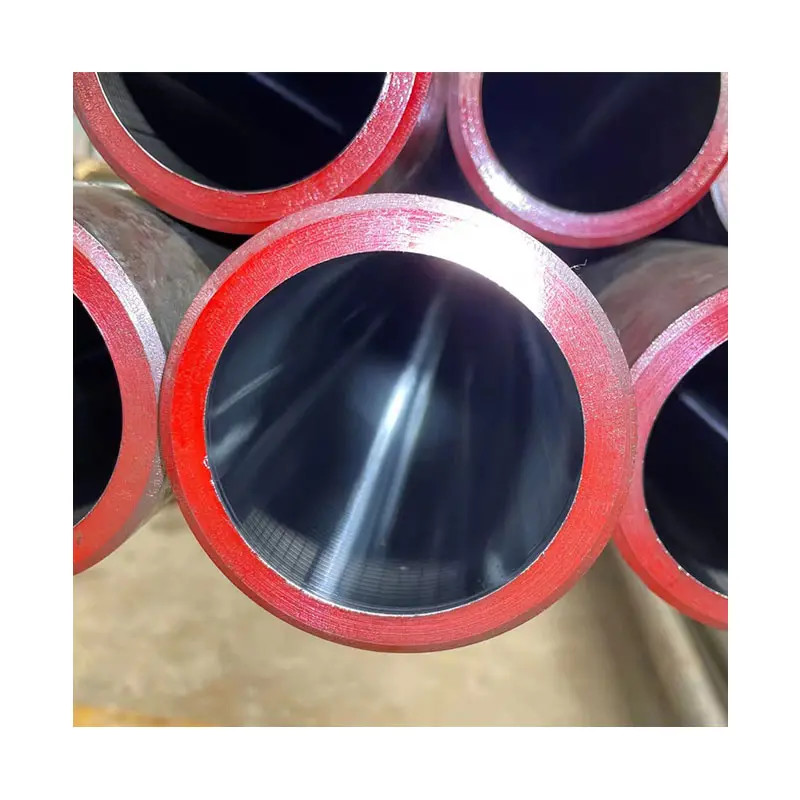
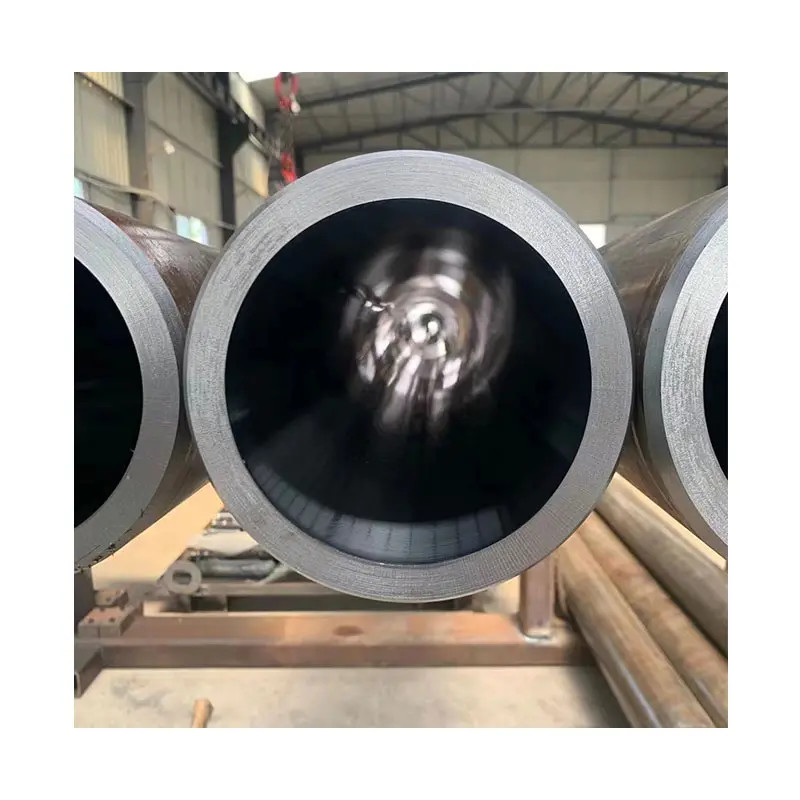
Silindir tüpü, genellikle işlenmiş tüpü ifade eder ve soğuk çizim veya sıcak yuvarlama ile işlenen yüksek hassasiyetli çelik boru malzemesidir.Kesin çelik boruların iç ve dış duvarlarında oksidasyon tabakasının olmaması nedeniyle, sızıntı olmadan yüksek basınç direnci, yüksek hassasiyet, yüksek pürüzsüzlük, deformasyon olmadan soğuk bükme, yanma, çatlak olmadan düzleştirme vb.esas olarak pnevmatik veya hidrolik bileşenlerden ürünler üretmek için kullanılırlar, silindir veya petrol silindirleri gibi, dikişsiz borular olabilir. öğütme borusunun kimyasal bileşenleri arasında karbon C, silikon Si, manganez Mn, kükürt S, fosfor P ve krom Cr bulunur.
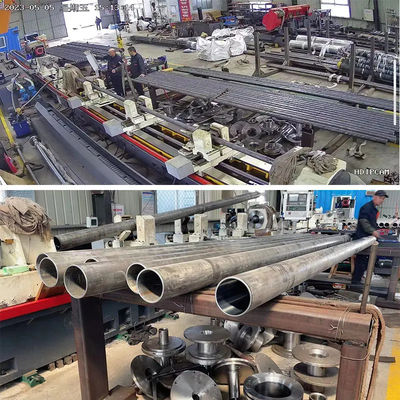
Çelik boruları üreten 4 gelişmiş sıcak yuvarlanmış dikişsiz çelik boru üretim hattımız ve 4 soğuk çekilmiş dikişsiz çelik boru üretim hattımız var.Çeşitli ihtiyaçlarınızı karşılayabiliriz.Ürünlerimiz Çin'deki yüzlerce büyük ve orta ölçekli şehirde iyi satılıyor ve Hindistan, Tayland, Vietnam, İran,Türkiye, Brezilya, Mısır ve diğer ülkeler.
Ortak Malzeme
- 10# Çelik 0.07~0.13 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035
- 20# Çelik 0.17 ~ 0.23 0.17 ~ 0.37 0.35 ~ 0.65 ≤ 0.035 ≤ 0.035
- 35# Çelik 0.32 ~ 0.39 0.17 ~ 0.37 0.35 ~ 0.65 ≤ 0.035 ≤ 0.035
- 45# Çelik 0.42 ~ 0.50 0.17 ~ 0.37 0.50 ~ 0.80 ≤ 0.035 ≤ 0.035
- 40cr Çelik 0.37 ~ 0.44 0.17 ~ 0.37 0.50 ~ 0.80 ≤ 0.035 ≤ 0.035 0.08 ~ 1.10
- 25Mn Çelik 0.22~0.2 0.17~0.37 0.70~1.00 ≤0.035 ≤0.035 ≤0.25
- 37Mn5 Çelik 0.30 ~ 0.39 0.15 ~ 0.30 1.20 ~ 1.50 ≤ 0.015 ≤ 0.020
Önemli Avantajlar
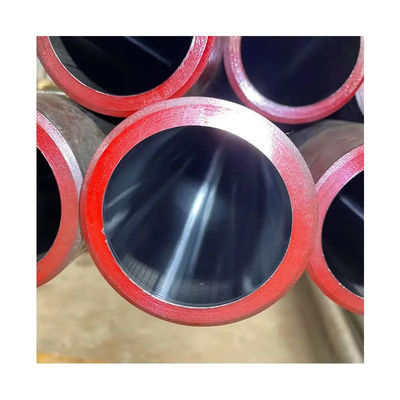
- Yüzey kabalığını iyileştirin ve kabalık temelde Ra ≤ 0.08 μm civarında olabilir.
- Doğru yuvarlaklık ve yumurtalık ≤ 0.01mm olabilir.
- Stres deformasyonunu ortadan kaldırmak için yüzey sertliğini iyileştirmek ve sertliği HV ≥ 4 ° artırmak.
- İşlemden sonra, yorgunluk dayanıklılığını% 30 oranında artıran bir geri kalan stres tabakası vardır.
- Uyum kalitesini artırmak, aşınmayı azaltmak ve parçaların kullanım ömrünü uzatmak, ancak parçaların işleme maliyeti aslında azalır.
İşleme Teknolojisi
Silindir tüpü yuvarlama yoluyla işlenir. Yüzey katmanının kalıntı basınç gerginliği olduğundan, yüzey mikro çatlaklarını kapatmaya yardımcı olur ve erozyonun genişlemesini engeller.Bu, yüzey korozyon direnciyi arttırır ve yorgunluk çatlaklarının oluşmasını veya genişlemesini geciktirebilir, böylece yorganlı tüpün yorgunluk dayanıklılığını arttırır.
Dökme şekillendirme yoluyla, dökme çiftinin temas yüzeyinin esnek ve plastik deformasyonunu azaltan, dökme yüzeyinde soğuk çalışma sertleştirme katmanı oluşur.Bu sayede öğütme borusunun iç duvarının aşınma dayanıklılığını artırır ve öğütmeden kaynaklanan yanıklardan kaçınır. Yuvarlama sonrası, yüzey kabalığı değerinin azaltılması, montaj özelliklerini iyileştirebilir.
Dökme işleme prensibi
Rolling machining is a pressure finishing process that utilizes the cold plastic characteristics of metals at room temperature to apply a certain amount of pressure to the surface of the workpiece using rolling tools, iş parçasının yüzey metalinin plastik akışına neden olur ve onu orijinal kalıntı düşük konkaf vadilere doldurur, böylece iş parçasının yüzey kabalığını azaltır.Yuvarlanan yüzey metalinin plastik deformasyonu nedeniyle, yüzey yapısı soğuk sertleştirilir ve taneler daha ince hale gelir, yoğun bir lif yapısı ve kalıntı bir gerginlik katmanı oluşturur.Böylece iş parçasının yüzeyinin aşınma direnci iyileştirilir, korozyon direnci ve uyumluluğu.
Bu nedenle, bu yöntem, aynı anda hem işleme ve güçlendirme amaçlarına ulaşabilir, bu da öğütme ile elde edilemez.ince ve eşit olmayan alet izleri her zaman parçaların yüzeyinde kalacaktır, bu da dalgalanmış tepelere ve vadilere yol açar.
Önerilen Ürünler